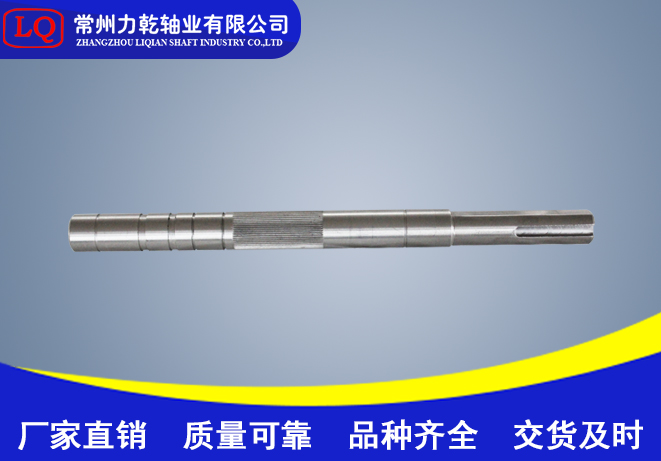
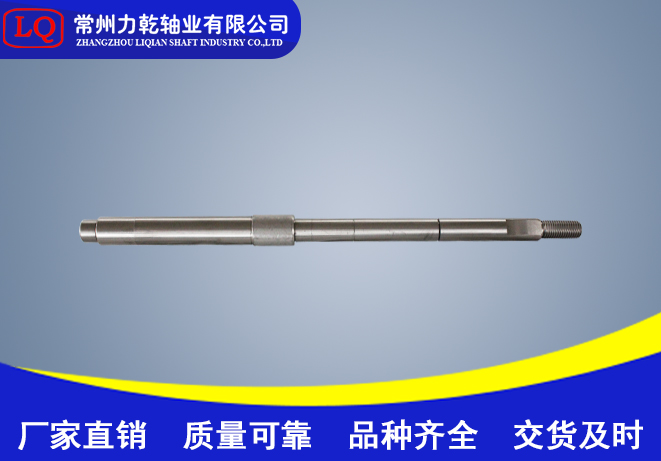
主要生产各种型号转轴,风机轴,电机轴
以技术创新为生命,以品质求生存
 | 服务热线: |
| 13775170618 |

主要生产各种型号转轴,风机轴,电机轴
以技术创新为生命,以品质求生存
| 服务热线: |
| 13775170618 |

旭彩网旭彩网
联系人:胡力健
手机号:13775170618
旭彩网电话:0519-88381085
旭彩网邮箱:437658709@qq.com
旭彩网网址:tellhow-air.com
旭彩网地址:常州市戚墅堰前杨工业区158号
这种传统的装配方式存在以下弊端:转轴存储在本地或服务器的指定位置中,使用时用户根据需要进行选取。对于标准件库层次较为复杂的情况需要逐级查找,选型困难;转轴没有成组装配,需要逐个依次装配,并且每两个零组件之间要实现完备的装配,滨州定制转动轴至少需要定义两个约束关系,操作繁琐,效率低下;对于已经装配的转轴进行规格修改或者删除时,定制转动轴加工厂需要逐个进行操作,效率低且不符合设计习惯;转轴开孔一般先打孔再装配转轴,转轴规格与螺孔尺寸没有关联,设计变更时无法同步更新;转轴的组合方式、配合方法需要查询相关标准或机械设计手册,不方便企业常用转轴知识的累积和传递。
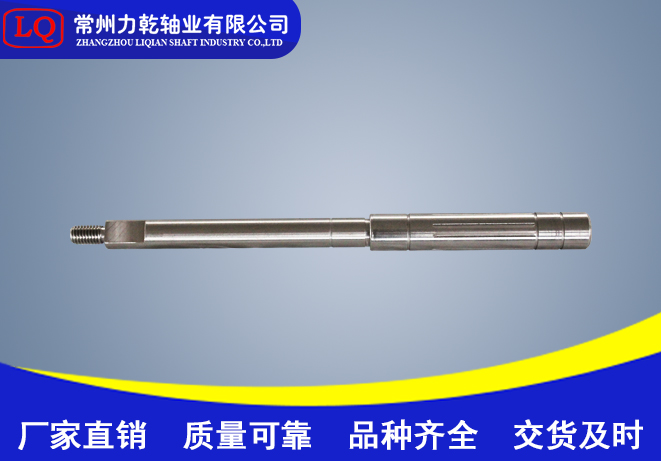
针对电机轴承位磨损和端盖轴承室磨损问题,传统解决方法如补焊后机加工、镶嵌轴套、刷镀、喷涂、打麻点、报废等,滨州定制转动轴这些方法虽在一定程度上应对了生产的需要,但都无法从根本上解决问题,而且对安全连续生产还埋下了隐患,如高温变形、裂纹、镀层脱落等;同时这些传统方法的延续对设备管理工作也不会带来实质性的提升。定制转动轴加工厂设备受安装、检修、润滑等不规范、不及时、不到位等原因造成设备快速磨损;受振动、压力、冲击等力的影响,造成配合部件的冲击磨损;由于金属材质强度较高,退让性较差,长期运行必然造成间隙的不断增大,因此磨损、裂纹、断裂等现象也就无法避免;制造质量不高,热处理达不到要求等造成磨损,严重时轴头折断。
电机轴一般都是使用优质碳素钢制作。定制转动轴加工厂这两种材料属于中碳钢,其强度、刚度、韧性都能够满足电机轴的工作需求。电机轴转速高,扭矩小,采用45#制作,不需要进行其他热处理,原材料是正火状态,滨州定制转动轴旭彩网原材料的供货性能能够满足电机轴的机械性能要求电机轴分为光轴和辐板轴两大类,这要根据电机转子轴孔的大小而定,不管是光轴还是辐板轴其加工艺大体上是一样的,在铁芯档上都是通过车削加工其与铁芯的配合关系多为H7/k6。
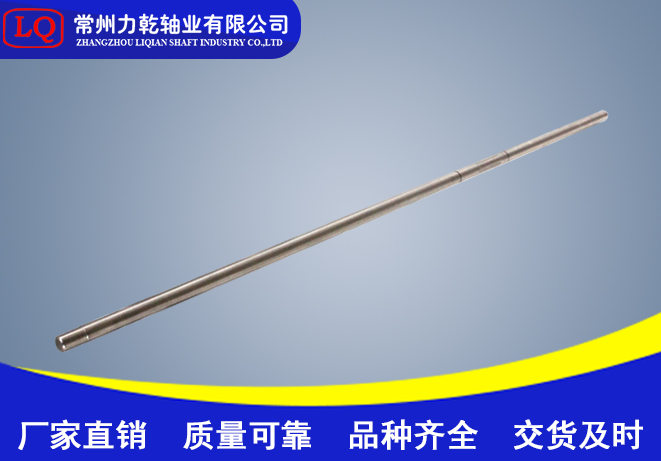
镀锌层的防腐蚀性能取决于镀层厚度和暴露环境,使用条件越恶劣。转轴需要的镀层越厚,而整个转轴的镀层抗腐性能又取决于转轴镀层的最薄弱部分包括厚度的地方抗腐蚀能力。定制转动轴加工厂表面镀层过厚的地方容易出现粗糙、结痂、脱落等现象;转轴表面镀层过薄的地方,光泽度差,发暗、发雾,在出光、钝化的过程中容易露底。滨州定制转动轴旭彩网无论从转轴防腐蚀性、外观、使用性能等方面来说,都需要提高转轴镀层厚度均匀性。对尺寸要求精密的转轴零件,镀层厚度均匀性差时,不得不大大加厚平均镀层厚度,这在生产转轴中并不少见。
电机轴分为光轴和辐板轴两大类,这要根据电机转子轴孔的大小而定,不管是光轴还是辐板轴其加工艺大体上是一样的,定制转动轴加工厂在铁芯档上都是通过车削加工其与铁芯的配合关系多为H7/k6,当然这也要根据电机转子所承受的转矩有关,可根据计算加上经验得出,电机的轴伸端是与客户接口的部位,要进行精磨,滨州定制转动轴一是要美观,另外精磨后与联轴器接触面积较大受力均匀,可满足电机传递扭矩的用途,键槽需要铣床加工,一般说来,电机轴的加工工艺为:粗车/打中心孔-精车/需要磨的部位留磨削余量-磨削-铣削。
在轴端安装接地碳刷,以降低轴电位,使接地碳刷可靠接地,并且与转轴可靠接触,保证转轴电位为零电位,以此消除轴电流。滨州定制转动轴为防止磁不平衡等原因产生轴电流,往往在非轴伸端的轴承座和轴承支架处加绝缘隔板,以切断轴电流的回路。定制转动轴加工厂为了避免其他电动机附件导线绝缘破损造成的轴电流,往往要求检修运行人员细致检查并加强导线或垫片绝缘,以消除不必要的轴电流隐患。

旭彩网
电话:0519-88381085
旭彩网地址:常州市戚墅堰前杨工业区158号


